- リンクを取得
- ×
- メール
- 他のアプリ
公共建築工事標準仕様書(建築工事編)令和4年版の平成31年版からの変更か所
18章 塗装工事-7節 耐候性塗料塗り(DP)
18.7.2 鉄鋼面の耐候性塗料塗り
18.7.2 鉄鋼面耐候性塗料塗り
(1) 鉄鋼面耐候性塗料塗りは、表18.7.1による。ただし、上塗り塗料の等級は特記による。
なお、鉄骨等の製作工場で溶接した箇所の下塗りは、(2)(イ)による。
 18.7.2 鉄鋼面の耐候性塗料塗り
18.7.2 鉄鋼面の耐候性塗料塗り
(1) 鉄鋼面の耐候性塗料塗りは、表18.7.1による。ただし、上塗り塗料の等級は、特記による。
なお、鉄骨等の製作工場で溶接した箇所の錆止め塗料塗りは、18.3.3(2)(ウ)(b)による。
18.7.2 鉄鋼面耐候性塗料塗り
(1) 鉄鋼面耐候性塗料塗りは、表18.7.1による。ただし、上塗り塗料の等級は特記による。
なお、鉄骨等の製作工場で溶接した箇所の下塗りは、(2)(イ)による。
(1) 鉄鋼面の耐候性塗料塗りは、表18.7.1による。ただし、上塗り塗料の等級は、特記による。
なお、鉄骨等の製作工場で溶接した箇所の錆止め塗料塗りは、18.3.3(2)(ウ)(b)による。
18.7.2 鉄鋼面の耐候性塗料塗り


表18.7.1 鉄鋼面耐候性塗料塗り
(注) 1. 素地ごしらえの種別は、塗料その他の欄による。
2. 工程6まで鉄骨等の製作工場で行う場合は、工程4は省略する。
表18.7.1 鉄鋼面の耐候性塗料塗り
(注) 1.錆止め塗料塗りの種別は、塗料その他の欄による。
2.工程3まで鉄骨等の製作工場で行う場合は、工程1の研磨紙ずりは省略する。
18.7.2 鉄鋼面の耐候性塗料塗り
(2) 鉄骨等鉄鋼面の下塗りは、次による。
(ア) 下塗りは、鉄骨等の製作工場において組立後に行う。ただし、組立後、塗装困難となる部分は、組立前に下塗りを行う。
(イ) 鉄骨等の製作工場で溶接した箇所は、ディスクサンダー又は研磨紙P120程度で金属素地面が現れるまで錆等を除去し、構造物用さび止めペイント (A種) を3回塗る。
(ウ) 現場組立後、現場溶接部及び組立中の下塗り損傷部分は、ディスクサンダー又は研磨紙P120程度で金属素地面が現れるまで錆等を除去し、JASS18 M-109に基づく塗料(表18.3.2のB種) を3回塗る。
(2) [なし]
(2) 鉄骨等鉄鋼面の下塗りは、次による。
(ア) 下塗りは、鉄骨等の製作工場において組立後に行う。ただし、組立後、塗装困難となる部分は、組立前に下塗りを行う。
(イ) 鉄骨等の製作工場で溶接した箇所は、ディスクサンダー又は研磨紙P120程度で金属素地面が現れるまで錆等を除去し、構造物用さび止めペイント (A種) を3回塗る。
(ウ) 現場組立後、現場溶接部及び組立中の下塗り損傷部分は、ディスクサンダー又は研磨紙P120程度で金属素地面が現れるまで錆等を除去し、JASS18 M-109に基づく塗料(表18.3.2のB種) を3回塗る。
18.7.3 亜鉛めっき鋼面の耐候性塗料塗り
18.7.3 亜鉛めっき鋼面耐候性塗料塗り
(1) 亜鉛めっき鋼面耐候性塗料塗りは、表18.7.2による。ただし、上塗り塗料の等級は特記による。
18.7.3 亜鉛めっき鋼面の耐候性塗料塗り
(1) 亜鉛めっき鋼面の耐候性塗料塗りは、表18.7.2による。ただし、上塗り塗料の等級は、特記による。
18.7.3 亜鉛めっき鋼面耐候性塗料塗り
(1) 亜鉛めっき鋼面耐候性塗料塗りは、表18.7.2による。ただし、上塗り塗料の等級は特記による。
(1) 亜鉛めっき鋼面の耐候性塗料塗りは、表18.7.2による。ただし、上塗り塗料の等級は、特記による。
18.7.3 亜鉛めっき鋼面の耐候性塗料塗り

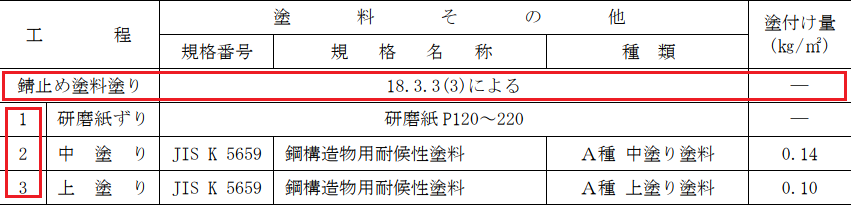
表18.7.2 亜鉛めっき鋼面耐候性塗料塗り
(注) 1. 工程4まで鉄骨等の製作工場で行う場合は、工程2は省略する。
2. JASS 18 M-109は、日本建築学会材料規格である。
表18.7.2 亜鉛めっき鋼面の耐候性塗料塗り
(注) 1.錆止め塗料塗りの種別は、塗料その他の欄による。
2.工程3まで鉄骨等の製作工場で行う場合は、工程1の研磨紙ずりは省略する。
18.7.3 亜鉛めっき鋼面の耐候性塗料塗り
(2) 鋼製建具等の亜鉛めっき鋼面の下塗りは、次による。
(ア) 見え掛り部分は、組立後、溶接箇所等を修正し、ワイヤーブラシ、研磨布等で汚れや付着物を十分に除去し、下塗りを行う。また、押縁部分は、組立前の部材のうちに下塗りを行う。
(イ) 工事現場において取付け後、汚れ及び付着物を除去し、損傷部分は、ワイヤーブラシ、研磨布等で錆などを除去する。
なお、ディスクサンダー等の強力な電動工具は使用しない。
(ウ) 素地ごしらえの後、表18.3.2 のB種 を1回塗る。
(2) [なし]
(2) 鋼製建具等の亜鉛めっき鋼面の下塗りは、次による。
(ア) 見え掛り部分は、組立後、溶接箇所等を修正し、ワイヤーブラシ、研磨布等で汚れや付着物を十分に除去し、下塗りを行う。また、押縁部分は、組立前の部材のうちに下塗りを行う。
(イ) 工事現場において取付け後、汚れ及び付着物を除去し、損傷部分は、ワイヤーブラシ、研磨布等で錆などを除去する。
なお、ディスクサンダー等の強力な電動工具は使用しない。
(ウ) 素地ごしらえの後、表18.3.2 のB種 を1回塗る。
18.7.4 コンクリート面及び押出成形セメント板面の耐候性塗料塗り
18.7.4 コンクリート面及び押出成形セメント板面耐候性塗料塗り
コンクリート面及び押出成形セメント板面耐候性塗料塗りは、表18.7.3により、種別は特記による。
18.7.4 コンクリート面及び押出成形セメント板面の耐候性塗料塗り
コンクリート面及び押出成形セメント板面の耐候性塗料塗りは、表18.7.3により、種別は特記による。
18.7.4 コンクリート面及び押出成形セメント板面耐候性塗料塗り
コンクリート面及び押出成形セメント板面耐候性塗料塗りは、表18.7.3により、種別は特記による。
表18.7.3 コンクリート面及び押出成形セメント板面耐候性塗料塗り
コンクリート面及び押出成形セメント板面の耐候性塗料塗りは、表18.7.3により、種別は特記による。
表18.7.3 コンクリート面及び押出成形セメント板面の耐候性塗料塗り
[表は変更なし]
コメント
コメントを投稿